
Estudo de Caso #6 – Rotina de Gestão do OEE

O controle do OEE e das 6 Grandes Perdas é o primeiro passo para se começar a melhorar a eficácia global do equipamento. A empresa deve buscar uma maneira de medir, coletar e consolidar esses dados. Como já dizia Deming “O que não se mede, não se gerencia” – e o que não se gerencia, não se melhora.
Portanto o próximo passo é gerenciar as 6 Grandes Perdas.
Mas o que isso quer dizer?
Quer dizer que o resultado do OEE é a composição do resultado da Disponibilidade(%), Produtividade(%) e Qualidade(%), que, por sua vez, são compostos pelo resultado de Falhas e Quebras e Setups e Ajustes; Pequenas Paradas e Perdas de Velocidade; e Rejeitos de Processo e Pós-Setup.

Relação OEE e as 6 Grandes Perdas
Sendo assim, se gerenciarmos as 6 Grandes Perdas conseguimos um impacto direto no aumento do OEE.
Gerenciar é medir, controlar, mitigar, prever e analisar essas perdas. Para que isso funcione é necessária uma Rotina de Gestão do Desempenho.
Implantando uma Rotina de Gestão de Desempenho/OEE
O nosso Estudo de Caso ocorreu em uma Metal Mecânica, com produtos engenheirados sob encomenda. As máquinas eram de usinagem pesada, como mandrilhadoras e tornos verticais. Instalamos o sistema de coletado de dados automático em todas as máquinas da área de usinagem, mas o nosso Estudo de Caso foca na usinagem pesada que era um gargalo produtivo.
Por se tratar de um produto caldeirado de grande porte, o fator Qualidade(%) não existia, por que não existia rejeição de peças – os retrabalhos eram tratados como horas de Não-Conformidade.
Como os produtos eram sob encomenda, com um tempo longo (as vezes dias) de usinagem e, cada um com uma quantidade de sobre-metal diferente, não era possível medir um ciclo de usinagem, portanto o fator Produtividade(%) também não era medido – ele era compensado por um outro Comitê de Desempenho que analisava as Horas de Usinagem Reais com as Horas de Usinagem da Engenharia Industrial.
Portanto, no nosso Estudo de Caso o foco era a Disponibilidade(%). Mas o método desenvolvido é válido para a gestão de qualquer uma das 6 Grandes Perdas, além de eficaz, como veremos a seguir.
Definindo uma meta
O primeiro passo para aumentarmos o OEE foi definir a meta. Da mesma forma que gerenciamos as 6 Grande Perdas para aumentar o OEE, se estabelecermos uma meta para cada uma delas, podemos calcular diretamente uma meta para o OEE.
Junto com os gestores da usinagem estabelecemos que, de um trimestre para o outro, reduziríamos em 30% o tempo das três maiores perdas. Partimos da premissa que as outras perdas deveriam permanecer no mesmo patamar. Dessa maneira conseguíamos calcular diretamente a meta de OEE para o último mês do trimestre seguinte.

Tabela para cálculo da meta de OEE do Trimestre
No exemplo da tabela acima, temos uma Madrilhadora pesada que em média usinou 495 horas por mês no segundo trimestre de 2010 – de um total de 720 horas possíveis (24 horas por dia, 30 dias por mês). As três maiores perdas da máquina nesse mesmo segundo trimestre consumiram em média 41 horas, 41 horas e 34 horas, respectivamente, por mês, totalizando uma média de 116 horas. Como meta é reduzir em 30% essas paradas, isso significa um total de 35 horas por mês a mais para usinagem. Dessa maneira foi estabelecida a meta de 530 horas de usinagem no último mês do trimestre seguinte – Setembro de 2010 – o que nos traria um OEE de 73,7%.
Tendo essa meta em vista, estabelecíamos uma meta por mês, sendo que deveríamos atingir 20% da meta no primeiro mês, 50% da meta no segundo mês e 100% da meta no terceiro mês do trimestre.

Tabela para cálculo da meta de OEE mensal do Trimestre
No nosso mesmo exemplo, vemos que a Mandrilhadora teve um OEE médio de 62,6% no segundo trimestre de 2010 e a meta estabelecida foi de 73,7% ao final do trimestre seguinte. Portanto com 20% de avanço, a meta de Julho de 2010 foi estabelecida em 64,8% e, com 50% de avanço a de Agosto de 2010 foi estabelecida em 68,2%.
A meta de cada mês era divulgada para toda a equipe da usinagem.
Rotina de Gestão de Desempenho no Chão-de-Fábrica
O primeiro nível da Gestão do Desempenho acontecia no chão-de-fábrica, em uma reunião que ocorria duas vezes por semana.
Nessa reunião estava presente o operador da máquina, o coordenador de usinagem (responsável pelo desempenho das máquinas), o supervisor de usinagem (responsável pela rotina), um representante da equipe de setup, um representante da manutenção e um representante da equipe de Excelência Operacional (responsável pelo método).
A reunião era feita na máquina, em frente ao Totem de três lados representado na figura abaixo.
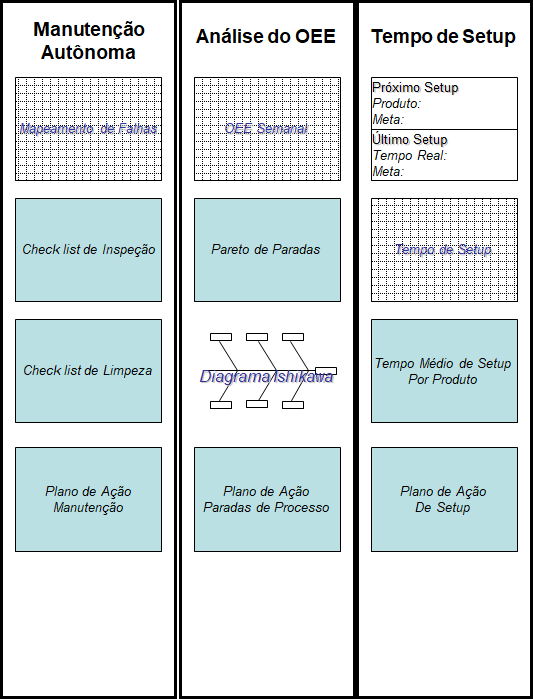
Totem para gestão do OEE
Cada lado do Totem representava uma frente de trabalho em relação ao OEE:
- Manutenção Autônoma:
- Mapeamento de Falhas: Uma espécie de TBF (Time Between Fail, ou Tempo entre Falhas) nesse espaço era feito um gráfico que mostrava quantos dias a máquina rodou entre uma falha e outra;
- Check-list de Inspeção: O check-list da Manutenção Autônoma, de responsabilidade dos operadores da máquina;
- Check-list de Limpeza: O check-list de Limpeza & Organização da Máquina, de responsabilidade dos operadores;
- Plano de Ação da Manutenção: melhorias ou ajustes para a equipe de manutenção fazer na máquina.
- Análise do OEE
- OEE Semanal: Gráfico do OEE semanal;
- Pareto das Paradas: O gráfico de Pareto para as Paradas de Máquina da semana anterior;
- Ishikawa: Um gráfico Espinha de Peixe para ajudar na análise de causa-raiz durante a reunião;
- Plano de Ação de Paradas de Processo: existiam alguns códigos de parada que eram consideradas Paradas de Processo, como Inspeção do produto feita pelo operador e pela qualidade, por exemplo. As ações para minimizar esses tempos eram registradas nesse espaço.
- Setup:
- Meta Próximo Setup/Tempo último Setup: Nesse espaço era registrado o próximo componente a entrar na máquina e a meta do setup para ele; e quanto durou o último setup comparado com a meta dele;
- Tempo de Setup: Gráfico com o registro do tempo dos últimos setups realizados.
- Tempo Médio de Setup por Produto: Como os produtos eram muito diferentes o tempo de setup variava muito de um produto para o outro. Nesse espaço era colocado um gráfico do tempo médio de setup por família de produto.
- Plano de Ação de Setup: ações e atividades que deveriam ser executadas para minimizar o tempo de setup
De frente a esse Totem a reunião seguia uma agenda onde a equipe deveria revisar as ações pendentes, discutir as perdas da semana anterior e, principalmente, planejar as atividades dos próximos dias para minimizar as paradas.
Os operadores e equipe de setup eram envolvidos diretamente e cobrados por um compromisso em relação ao resultado planejado.
O Comitê de Gestão do OEE
Complementando essa rotina, uma vez por semana o comitê do OEE se reunia. Estavam presentes nessa reunião o Diretor de Operações, o Gerente de Manufatura, o Gerente da Usinagem, o Gerente de Manutenção, o Gerente de Excelência Operacional, além de alguns dos participantes da Rotina de Gestão, como os coordenadores de usinagem e os representantes da equipe de Excelência Operacional.
A reunião tinha dois focos: a redução constante do tempo de setup e auto inspeção – os dois maiores motivos de parada de processo – e a implantação e manutenção dos pilares de Manutenção Autônoma, Melhoria Específica e Manutenção Planejada, além de algumas reformas que estavam programadas para algumas máquinas.
Os focos se alternavam semanalmente, portanto o assunto paradas de processo era tratado em uma semana, e o foco manutenção na outra.
Reunião de Manutenção
O Relatório da Reunião de Manutenção mostrava para cada máquina:
- Etiquetas Vermelhas: total de etiquetas vermelhas (atividades da manutenção) da Manutenção Autônoma, quantas em aberto e quantas estavam abertas a mais de 30 dias;
- Etiquetas Azuis: total de etiquetas azuis (atividades da produção) da Manutenção Autônoma, quantas em aberto e quantas estavam abertas a mais de 30 dias;
- Estudos de Caso: total de Estudos de Caso realizados pela Melhoria Específica, quantos em aberto e quantos em fase de controle;
- Lições de Um Ponto: quantas Lições de Um Ponto existiam e quantas haviam sido elaboradas no mês atual;
- Manutenção Preventiva: data da última manutenção preventiva, data da próxima manutenção preventiva, tipo da próxima manutenção preventiva e horas necessárias para a execução da próxima manutenção preventiva.
- Manutenção Preditiva: data da última manutenção preditiva, data da próxima manutenção preditiva e tipo da próxima manutenção preventiva.
- Resultados: MTBF atual, MTTR atual e Downtime(%) da última semana.
Todas as ações e decisões tomadas nessa reunião do comitê visava a manutenção, melhoria e análise de causa-raiz para garantir a confiabilidade das máquinas.
Reunião Paradas de Processo:
A Reunião de Paradas de Processo era muito baseada no comprometimento da equipe de usinagem com o OEE da semana seguinte. Toda a semana eles faziam uma previsão do resultado de OEE, bem como do tempo de Setup e Auto-Inspeção para cada produto que entraria nas máquinas. Nessa reunião eram discutidos esse compromisso vs o resultado real e ações sistemáticas que deveriam ser feitas para reduzir essas duas paradas.
A reunião trabalhava com um relatório com os seguintes dados:
- OEE: o OEE real e a previsão do OEE eram colocados no mesmo gráfico para discutir e entender grandes desvios;
- Pareto Última Semana: esse pareto servia para entender o comportamento das paradas na última semana e entender os desvios em relação à previsão feita;
- Pareto Últimos 3 Meses: nesse pareto eram analisadas as paradas sistemáticas da máquina para ações sistemáticas e decisões mais estratégicas em relação a essas paradas;
- Quantidade de Setups Últimas 4 Semanas: entender o perfil dos produtos que estavam entrando na máquina;
- Tempo Médio de Setup Últimas 4 Semanas: entender os tempos médios dos setups que foram executados nas quatro semanas anteriores.
- Setup e Auto-inspeção por produto: eram comparadas as estimativas de tempo em setup e auto inspeção dos produtos que entraram na máquina a cada semana.
Toda as ações dessa reunião do Comitê de Gestão do OEE tinham como meta a redução das paradas de processo, sua análise e decisões estratégicas ou com necessidade de alocação de orçamento.
Conclusão
A Rotina de Gestão do OEE, tanto no nível operacional, como no nível executivo, permitiu um aprendizado muito grande da equipe toda em relação aos processos e as máquinas.
O engajamento da equipe aumentou, assim como o compromisso com o resultado.
Além disso as ações tomadas nos dois níveis garantiram uma melhora substancial do OEE. Em um período de menos de dois anos, algumas máquinas saíram de um patamar de 40% para 70% de OEE, ainda com tendência de subida.
Cada empresa tem a sua estrutura e cultura organizacional e o seu tipo de equipamento e produto para melhorar o OEE. É preciso entender e adaptar cada realidade.
Trabalhar na melhoria do OEE exige foco, disciplina, gestão, envolvimento e engajamento e, principalmente apoio da alta administração para alocar os recursos necessários e bancar algumas decisões do dia-a-dia.
Não perca a nossa série:
OEE – O Indicador de Alto Desempenho
OEE – O Poder da Gestão de Perdas
Estudo de Caso | OEE em uma Célula de Manufatura
Estudo de Caso | Rotina de Gestão do OEE
OEE | Controle, Gestão e Melhoria (Webinar 22-Jun-2017)
Gostou do texto? Acredita que essas oportunidades existam na sua empresa?
A Exo – Excelência Operacional está pronta para ajudar você e sua empresa a atingir metas. Entre em contato através de contato@exoconsultoria.com.br, ou ligue para 19 4042-0396.
Planilhas muito interesante para productividade manufacturas